常見問題
-
什麼是編碼器?
編碼器定義
一般而言,編碼器是將資料從某種格式轉換成其他格式的裝置或程序。在位置感測中,編碼器是可偵測機械運動,並將其轉換成類比或數位編碼輸出訊號的裝置。更明確地說,它可量測位置,然後再透過線性或旋轉移動的位置得出速度、加速度和方向。
編碼器的不同功能來自不同的作業、輸出、通訊協定等物理原理。

最常見的編碼器分類方式為:
直線編碼器沿柵尺或圓環運動,而旋轉編碼器繞軸旋轉。瞭解更多...
- 編碼原理:
- 增量式
- 絕對式
增量式和絕對式編碼器之間的差異類似於碼錶和時鐘之間的差異。瞭解更多...
- 工作原理:
- 磁性
- 光學
- 感應
- 鐳射
編碼器的位置可以使用各種物理原理進行測量。位置資訊可通過光束、電流、電磁場、感應等方式從促動器傳輸至讀數頭。
- 範圍:
- 單圈
- 多圈
對於單圈編碼器,編碼器軸旋轉時每圈的輸出代碼是重複的。對於多圈絕對式編碼器,在一定的圈數範圍內(例如4096),每一圈的每個軸位置的輸出代碼是唯一的。
- 解析度:
- 高
- 中
- 低
解析度是編碼器能夠檢測到的最小運動度量。根據編碼器類型不同,測量方式也不相同。瞭解更多...
有多種不同類型的編碼器,適合不同使用目的和使用者。
-
編碼器:市場佔有率分析、產業趨勢/統計、成長預測,2024-2029
編碼器市場規模預計到 2024 年為 30.8 億美元,預計到 2029 年將達到 45 億美元,在預測期內(2024-2029 年)複合年成長率為 7.91%。
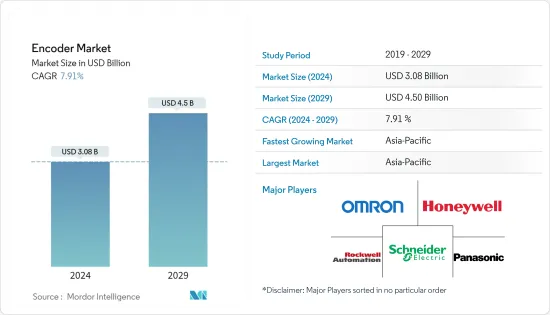
由於從資料中心到通訊各種應用對編碼器的需求不斷增加,該市場正在經歷快速成長。
主要亮點
- 高階自動化需求和工業4.0是市場成長的關鍵驅動力工業4.0指的是第四次工業革命,它將工廠自動化從傳統資訊技術系統控制的製造工廠轉向巨量資料分析和生產雲端基礎基礎設施的虛擬
- 全球許多國家都積極回應,制定策略性舉措,加強工業4.0的實施。例如,SAMARTH Udyog Bharat 4.0 是印度政府重工業和公共企業部根據印度資本財行業競爭力增強計劃提出的工業 4.0 計劃。據貿發會議稱,中國和美國在工業4.0技術的投資和能力方面處於領先地位。中國和美國擁有最大的數位平台,佔市值的90%。
- 此外,編碼器是運動控制應用的核心。編碼器將位置、速度和方向回饋給控制器和驅動器,提高驅動系統的準確性和可靠性。隨著技術的進步,編碼器也不斷進步,融入了通訊和網路領域的最新發展,為工程師在各種運動控制應用中解決所面臨的課題提供了工具。
- 編碼器的最大限制之一是它們相當複雜並且由精密部件組成。這使得它們對機械濫用的抵抗力較差,且耐熱性有限。很難找到能夠承受 120°C 以上溫度的光學編碼器。除此之外,功能安全認證很難獲得,並且可能會出現與運動控制編碼器功能相關的錯誤,引發人們對運動控制設計中關鍵功能安全問題的擔憂,這也是市場成長的重要限制因素。這些限制為市場成長帶來了課題。
- 自 COVID-19 爆發以來,工業界已轉向自動化以減少人力工作並提高效率。例如,主要零售商和雜貨店正在尋找加快自動自助結帳系統的方法,以最大限度地減少人際接觸並確保消費者和員工的安全。疫情過後,印刷業對自動化和自動化印刷設備的投資也增加。例如,Tim於 2021 年 2 月宣佈在芬蘭 Kvora 的 LUMON Oy 安裝了一條新印刷線。這些變化預計將有助於所研究市場的成長。
編碼器市場趨勢
工業部門預計將佔據大部分市場佔有率
- 編碼器可用於多種工業應用,包括線性測量、套準標記計時、捲筒紙張力、逆止器測量、輸送和填充。最標準的應用是為電動馬達的運動控制提供回饋。在工業領域,大量電力用於電動。大多數這些馬達都內建編碼器。
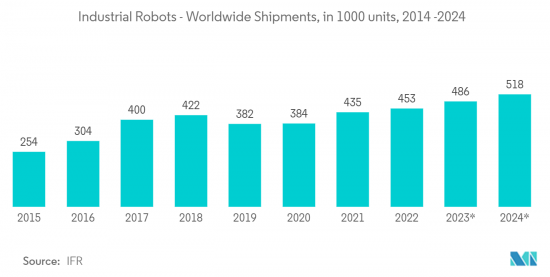
- 機器人的應用範圍越來越廣,特別是在焊接、物料搬運、組裝和研磨任務中。這些機器人需要可靠的編碼器來引導它們的運動,因為人類的監督和監督通常是有限的。
- 根據IFR統計,近年來,中國在工業機器人方面進行了大量投資,機器人密度在各國中不斷上升,並首次超越美國。在中國製造業中,運作的工業機器人數量相對於工人數量已達到每萬名員工擁有322台。韓國、新加坡、日本、德國和中國是全球製造業自動化程度最高的五個國家。這些行業擴大採用自動化預計將進一步推動市場對編碼器的需求。
- Strausak AG 等公司正在探索工業機器人技術,特別是如何加速無需操作員的工具研磨和重磨。此應用程式使用夾持臂從緊密堆疊的托盤中拾取小型工具並放回夾具中。手臂的每個軸均配備海德漢感應式EQI 1100旋轉編碼器。此編碼器在夾具尖端提供 50μm 的精度,可安全、快速且準確地定位 10mm 直徑的工具。
亞太地區成長迅速
工業化的不斷發展以及對更好的製造流程解決方案的需求正在推動市場的快速成長。亞洲擁有日本、中國和印度等大型工業中心,因此生產設備和與公司的服務合約的增加也支持了產業成長。日益激烈的市場競爭促使新產品進入市場,促進市場成長。
- 根據國際機器人聯合會(IFR)的報告,亞洲是全球最大的工業機器人市場,2021年引進的新機器人中有74%安裝在亞洲(前一年為70%)。該地區最大進口國中國的安裝量增加了 51%,出貨為 268,195 台。
- 報告稱,日本是僅次於中國的最大工業機器人市場,2021年安裝量成長22%,達到47,182台。此外,日本是全球領先的機器人製造國之一,日本工業機器人出口數量達到186,102台的新高峰。標準和自訂的旋轉編碼器和線性編碼器有效地用於電氣醫療設備和測試設備,例如手術台、檢查台、伽馬刀、X光和掃描儀。
- 據印度品牌股權基金會2021稱,為了促進醫療保健產業的發展,印度政府(GOI)推出了多項計畫來加強醫療設備產業,並加強研發(R&D)和醫療設備投資。 2000年4月至2021年6月,醫療手術器材產業吸收外資總額22.3億美元。政府對醫療領域的巨額投資可能會推動編碼器市場的發展。
- 該地區的汽車工業也佔編碼器總需求的很大一部分。例如,根據中國工業協會的數據,2022年4月,中國生產了約21萬輛商用車和99.6萬輛小客車。
- 此外,韓國擁有眾多主要汽車製造商,並保持著世界頂級汽車生產國之一和最大汽車出口國之一的地位。此外,該地區的電動趨勢正在為市場創造新的機會。
編碼器行業概況
編碼器市場由多家公司主導,包括歐姆龍、霍尼韋爾、海德漢有限公司、堡盟集團和 Posital Flava。 這些公司具有龐大的客戶群的優勢,這使得大規模生產編碼器成為可能。 強大的品牌是卓越業績的代名詞,因此老牌公司有望佔據上風。 由於他們能夠滲透市場並提供先進的產品,預計競爭對手之間的競爭將繼續下去。
它是一款革命性的絕對感應式編碼器解決方案,可在運動控制應用中實現更高水平的精確角度測量,並在最苛刻的環境中實現機器人的位置反饋。本產品適用於需要精確角度測量但在不適合光學編碼器的環境中使用的應用(例如多塵、骯髒、潮濕、高衝擊或振動環境)。
2023 年 3 月,POSITAL 宣布對其 IXARC 系列增量式旋轉編碼器進行重大升級。這種新型編碼器可能會透過降低功耗同時保持與舊型號的機械和電氣相容性來使客戶受益。
轉載於:日商環球訊息有限公司 出版商:
 Mordor Intelligence
Mordor Intelligence
-
如何選擇編碼器?-編碼器原理與比較 2024年
編碼器原理與比較
在運動控制 (motion control) 中,受控件的位置回授 (position feedback) 極為重要,此物理量資訊是達到位置環 (position loop) 閉迴路 (closed-loop) 控制的必要條件。編碼器 (encoder) 正是為此而生,不論是提供線性移動或旋轉移動的位置資訊,此資訊可以進一步得到速度、加速度的資訊,在各種工業、科學和消費設備中都有廣泛的應用。而以下比較5種不同運作原理的旋轉編碼器 (Rotary Encoder) ,而線性編碼器 (Linear Encoder) 的原理也大致相同。- 增量型編碼器 (Incremental Encoder)
- 弦波編碼器 (Sine Encoder)
- 解角器 (Resolver)
- 磁性編碼器 (Magnetic Encoder)
- 電子式編碼器 (Netzer Electric Encoder?)
1. 增量型編碼器 (Incremental Encoder)
泛指常見的光學式增量型編碼器,也被稱為 TTL 編碼器 (Transistor-Transistor Logic),自 1960 年代初以來就被廣泛使用。大部分的編碼器都是利用此原理,藉由旋轉時光源通過光柵的穿透與遮蔽,輸出高低電壓位的脈衝列 (Pulse Train) 電子訊號,進而解析為角度資訊。因此編碼器須由光源、光感測器和一個交替透明和不透明部分的旋轉刻度 (光柵) 組成,如下圖。而輸出兩組相位差90o的脈衝列A與B的用意在於,藉由偵測A或B先從低電位變為高電位,我們可以得知此時為正轉或反轉,這是單一脈衝列無法達到的。儘管精度相當良好,但編碼器中的光學元件使得此類編碼器在受到振動、衝擊與高溫時容易失效。
2. 弦波編碼器 (Sine Encoder)
上述增量型編碼器,光柵的數量越高則解析度越高,但光柵數量終究有其物理極限,因此 Sine Encoder 便是運用相同運作原理,但將輸出脈衝列訊號改為輸出類比的弦波訊號。類比的弦波訊號需要再經由電路轉換為數位訊號。由於弦波訊號具有振幅和相位,我們可以將每個完整的弦波轉換為一個脈衝列。這將一個弦波轉換為多個脈衝的過程被稱為插值 (interpolation)。插值的解析度可以非常高,取決於電子電路的性能。由於與增量型編碼器一樣有光學元件,因此Sine Encoder 在受到振動、衝擊與高溫時容易失效。
3. 解角器 (Resolver)
解角器是一種非常堅固的類比設備。解角器的原理與變壓器相同,它有一個主線圈,施加弦波做為參考信號,和兩個90度相位差的次級線圈,提供正弦和餘弦的輸出信號。參考信號、正弦和餘弦位於解角器的定子上。解角器的轉子將參考信號耦合並傳輸到次級線圈輸出。隨著馬達軸的轉動,轉子的位置以及正弦和餘弦輸出的振幅和相位都會改變。在360o中的每一個點上,正弦和餘弦的振幅和相位關係都是獨特的,因此解角器是絕對式的。輸出的正弦和餘弦訊號都常由接收端的解角數位轉換器 (RDC, Resolverto-Digital Converter) 轉換為數位訊號。與其他回授設備不同,解角器的構造非常簡單,只有外殼和線圈,該結構使其具有耐高溫、衝擊與振動的特性。並且由於沒有任何接觸零件,解角器不會隨著時間而磨損。
4. 磁性編碼器 (Magnetic Encoder)
磁性編碼器運作原理為透過偵測磁場變化得到位置訊息,再轉換成為電子訊號輸出。最基本的磁編碼器由磁性感測器與永久磁鐵組成。 由霍爾元件 (Hall Effect Sensor) 組成的磁感測器安裝在固定端,永久磁鐵則安裝旋轉軸的末端。 當永久磁鐵旋轉時,磁感測器中配置的兩組互相垂直的霍爾元件將分別感測到 x 方向與 y 方向的磁場變化,經由電路解析後可得到絕對式的位置資訊。磁性編碼器的耐候性較光學式編碼器好,但在要求高精度、高解析度的場景中較難達到要求。
5. 電子式編碼器 (Netzer Electric Encoder?)
由 Netzer Precision Position Sensors 開發的專利 Netzer Electric Encoder? 電子式編碼器,利用無接觸的定子與轉子之間隨著位移而有對應的時空調諧電場 (Space/Time Modulated Electric Field) 得到絕對式角度,可以得到接近頂尖光學式編碼器的精度與解析度,卻同時保有超高的奈衝擊、震動、溫度與電磁波干擾的軍規等級特性,並且中空軸與輕薄的特性使客戶非常容易整合於緊湊的機構設計中。各方面的高性能以及針對符合 ISO-13485 醫療器材的設計,使 Netzer Electric Encoder? 電子式編碼器不僅應用在自動化等工業中,更在醫療技術、航太與國防領域深獲信任。
總結:編碼器如何選擇 - 比較表光學式編碼器解角器磁性編碼器電子式編碼器精度/解析度中-極高低低高耐候性(溫度/振動/衝擊)差極好好極好抗電磁波好極好差極好尺寸/重量中大小極小
-
旋轉編碼器應用
旋轉編碼器是一種測量機械軸旋轉的感測器,可以將機械位移轉換為電氣訊號,進一步用於檢測位置和速度。
- 以下是旋轉編碼器的一些應用:
- 控制系統:旋轉編碼器常用於控制系統中,以提供回饋,確保機械零件正確地回應控制命令的移動。無論是在汽車上還是在機器人裝置上,編碼器都可為進行控制的微處理器提供必要的感測。
- 電子前面板:編碼器可以取代電位器和旋轉開關,用於讀取儀器或電器前面板上的轉盤、旋鈕或其他電子控制裝置的角位置。
- 馬達和伺服馬達:編碼器安裝在馬達或伺服馬達上,用於測量轉速和角位置。相比較較老的解決方案(如單轉電位器),旋轉編碼器可以在不停止的情況下感測到完整的旋轉。
- 打印機、數控機床和其他機械設備:旋轉編碼器廣泛應用於裝配機、打捆機、試驗機、數控機床、命名機、高級機械、鏜床等,以提供精確的位置和速度反饋。
- 總之,旋轉編碼器在許多需要精確旋轉位置和速度的場合都具有重要作用。
-
馬達編碼器
旋轉編碼器(也稱為軸編碼器)是一種機電裝置,用於量測運動或位置。這些編碼器通常裝設在旋轉物體的垂直旋轉軸上,並將旋轉位置或旋轉量轉換成類比或數位訊號。它們在許多需要精確旋轉位置和速度的場合得到應用,例如工業控制、機器人技術、專用鏡頭,以及電腦輸入裝置(如滑鼠和軌跡球)等。
旋轉編碼器可以分為兩種主要類型:絕對型編碼器和增量型編碼器。
-
絕對型編碼器:
- 絕對型編碼器會輸出旋轉軸的具體位置,可視為一種角度感測器。
- 使用格雷碼等方式,將轉軸的不同位置加以編號,再依目前轉軸位置輸出對應的編號。
- 主要分為光學式和機械式兩種結構。
- 光學式絕對型編碼器使用光源和光感測器陣列,讀取圓盤的位置,並將其轉換為軸的位置。
- 機械式絕對型編碼器則使用金屬圓盤和滑動接觸器,通過接觸器的位置來編碼。
-
增量型編碼器:
- 增量型編碼器通常用來感測轉軸的旋轉量,而不是具體位置。
- 透過檢測脈衝的方式計算轉速和位置,輸出有關旋轉軸運動的資訊。
- 增量型編碼器的輸出通常需要進一步轉換為速度、距離或每分鐘轉速等資訊。
- 這類編碼器因其低成本和易於轉換為運動相關資訊而廣泛應用。
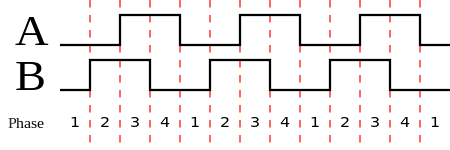
以下是順時針及逆時針旋轉時,編碼器輸出的變化:
逆時針旋轉的輸出 Phase A B 1 0 0 2 0 1 3 1 1 4 1 0 順時針旋轉的輸出 Phase A B 1 1 0 2 1 1 3 0 1 4 0 0
總之,旋轉編碼器在現代自動化和控制系統中扮演著重要角色,幫助我們準確追蹤旋轉運動和位置。
-
-
為新一代永續應用設計馬達編碼器
本文說明如何使編碼器的解析度、精度和可重複性規格,與馬達和機器人系統規格相互匹配,以及設備健康監測、邊緣智慧、穩定可靠的檢測和高速連接如何支援未來的編碼器設計;並探討編碼器應用中電子元件的未來發展趨勢,解釋為何完整的訊號鏈設計是實現新一代馬達編碼器設計的基礎。
從定速馬達轉向提供位置和電流回饋的變速馬達,不僅可以實現製程改善,還能節省大量能源。本文介紹馬達編碼器(位置和速度)、元件類型和技術,以及應用案例。並解答對於特定系統最重要的編碼器性能指標有哪些等關鍵問題。
閉迴路馬達控制回饋系統
在過去的幾十年裡,從傳統的聯網馬達向逆變器驅動馬達的轉換一直在穩步、持續進行。這是工業旋轉設備的重大轉型,透過提升馬達和終端設備的使用效率,不僅實現了製程改善,還能節省大量能源。變速驅動器和伺服驅動系統提高了馬達控制性能,進而可以改善要求嚴苛應用的品質和同步功能。如圖一所示,功率級使用功率逆變器、高性能位置感測以及電流/電壓閉迴路回饋,因此得以提升馬達性能和效率。
將變頻電壓施加於逆變器採用脈衝寬度調變的馬達,可以實現對馬達的開迴路速度控制。在穩態或緩慢變化的動態條件下相當有效,並且較低性能應用中的許多馬達驅動器採用開迴路速度控制,而不需要編碼器。但是此種方法也有些缺點:
‧ 由於沒有回饋,速度精度很有限
‧ 由於無法優化電流控制,馬達效率很低
‧ 必須嚴格限制瞬態響應,以免馬達喪失同步
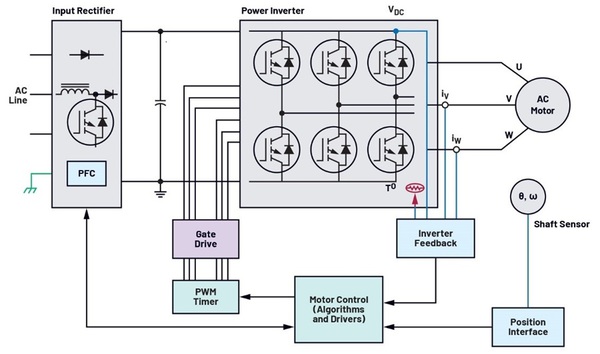
圖一 : 閉迴路馬達控制回饋系統 什麼是位置編碼器?
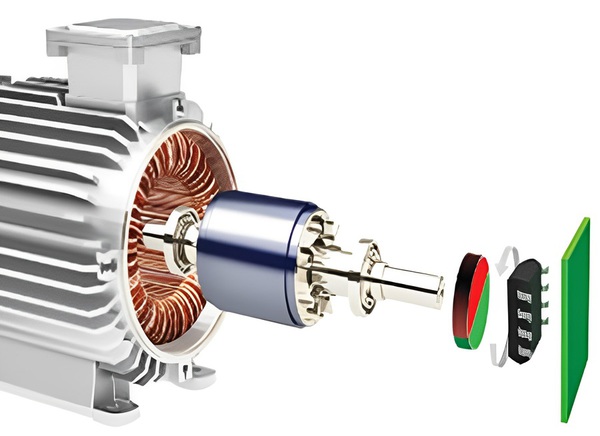
編碼器透過追蹤旋轉軸的速度和位置來提供閉迴路回饋訊號。光學和磁編碼器技術使用廣泛,如圖二所示。
在通用伺服驅動器中,編碼器用於測量軸位置,從中可推導出驅動器轉速。機器人和離散控制系統需要準確且可重複的軸位置。光學編碼器由具備精細光刻槽的玻璃圓盤組成。當光穿過圓盤或從圓盤反射時,光電二極體感測器將感測光的變化。
光電二極體的類比輸出經過放大和數位化處理後,透過有線電纜發送到逆變器控制器。磁編碼器由安裝在馬達軸上的磁體和磁場感測器組成,感測器提供正弦和餘弦類比輸出,輸出經過放大和數位化處理。光學和磁感測器訊號鏈類似。
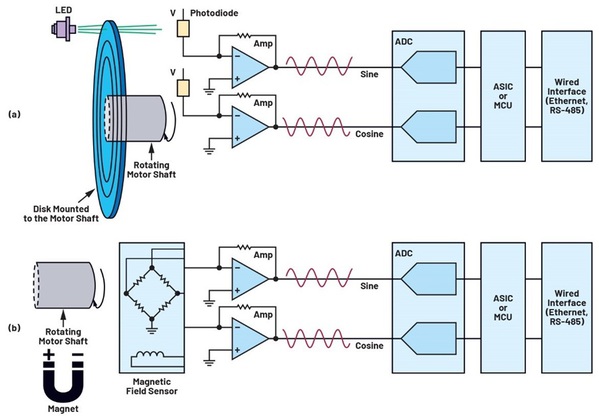
圖二 : (a) 光學編碼器;(b) 磁編碼器
類型、技術和性能指標
單圈絕對值編碼器在通電後會返回機械或電氣360°範圍內的絕對位置訊號。馬達軸的位置可以立即讀取。多圈絕對值編碼器不僅具有絕對位置功能,而且能提供360°圈數計數。相較之下,增量編碼器則提供相對於旋轉起點的位置。增量編碼器提供一個索引脈衝來指示0°,並提供一個單脈衝來計數圈數,或提供一個雙脈衝來提供方向資訊。
編碼器的解析度是指馬達軸旋轉360°時可以區分的位置數量。通常最高解析度的編碼器使用光學技術,而中高解析度的編碼器使用磁或光學感測器。中低解析度編碼器則使用旋變器(旋轉變壓器)或霍爾感測器。光學或磁編碼器使用高解析度訊號處理。
大多數光學編碼器是增量式的,編碼器可重複性是一項關鍵性能指標,主要可用於衡量編碼器返回到同一指令位置的一致性,這對於重複性任務非常重要,例如在PCB製造過程中,放置半導體所用的機器人或貼片機,必須具有良好的可重複性。
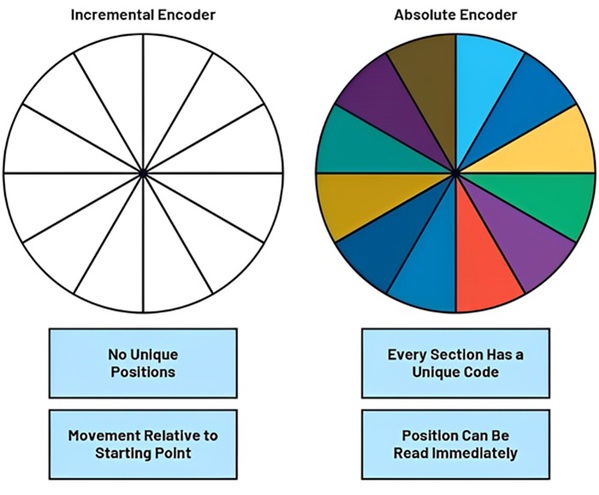
圖三 : 編碼器類型
表一:編碼器關鍵性能指標
指標
定義
備註
解析度
編碼器每轉可區分的位置數(n)
高解析度:16位元至24位元
中解析度:13位元至18位元
低解析度:<12位元絕對精度
旋轉一圈後實際位置與報告位置之間的差異(類似於INL)
位置控制應用依賴絕對精度
差分精度
兩個相鄰位置之間報告的距離與理想距離之差(類似於DNL)
速度控制應用依賴差分精度
可重複性
編碼器返回到同一指令位置的一致性
可重複性對於重複性任務很重要,例如涉及機器人的任務
精度和可重複性之必要
貼片機/機器人是食品包裝和半導體製造產業中常用的自動化機器,為了提高製程效率,需要具有高精度和可重複性的機器或機器人,而使用高性能馬達編碼器能夠實現高精度、可重複性和高效率。
圖四展示機器人中的編碼器應用案例。馬達透過精密減速變速箱驅動機器臂中的每個關節。機器人關節角度透過馬達上安裝的精密軸角編碼器(θm)和機器臂上安裝的附加編碼器(θj)來測量。
機器人的主要性能規格是可重複性,其數量級通常是亞毫米級。在瞭解可重複性規格和機器人的作用範圍之後,就可以推斷旋轉編碼器的規格。
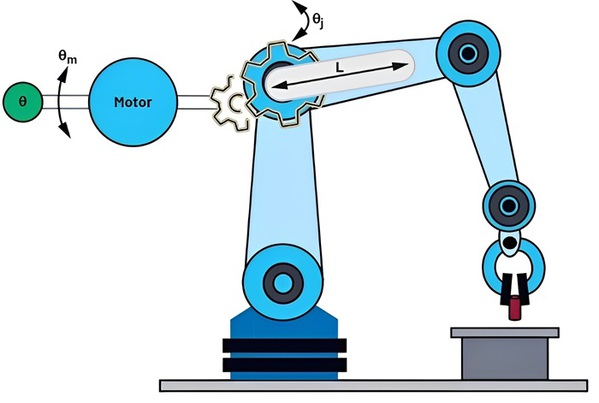
圖四 : 馬達編碼器(θm)和關節編碼器(θj)的角度可重複性,以及機器人作用範圍(L)關節編碼器所需的角度可重複性(θ)可從三角函數得出:機器人可重複性除以作用範圍的反正切。
多個關節結合起來可實現機器人的整體作用範圍。感測器應具有比目標角度精度更高的性能。必須改善每個關節的可重複性規格,在此假設改善10倍。對於馬達編碼器,可重複性由齒輪比(G)定義。
例如,表二所示的機器人系統,關節編碼器需要20位元到22位元的可重複性規格,而馬達編碼器需要14位元到16位元的解析度。
表二:編碼器可重複性和機器人可重複性規格
機器人系統
機器人1
機器人2
假定齒輪比,G
100
可重複性規格
±0.05 mm
±0.01 mm
作用範圍,L
1.30 m
1.10 m
編碼器
可重複性
規格θ
0.0022°
0.0005°
θj/101
0.00022°(~20位元)
0.00005°(~22位元)
θm = θj × G
0.02°(~14位元)
0.005°(~16位元)
註1:由於機器人作用範圍由多個關節共同體現,因此單個編碼器必須具有更高的精度才能實現整體系統精度。
未來技術發展趨勢
圖五說明編碼器的未來發展趨勢和實現這些趨勢的技術。
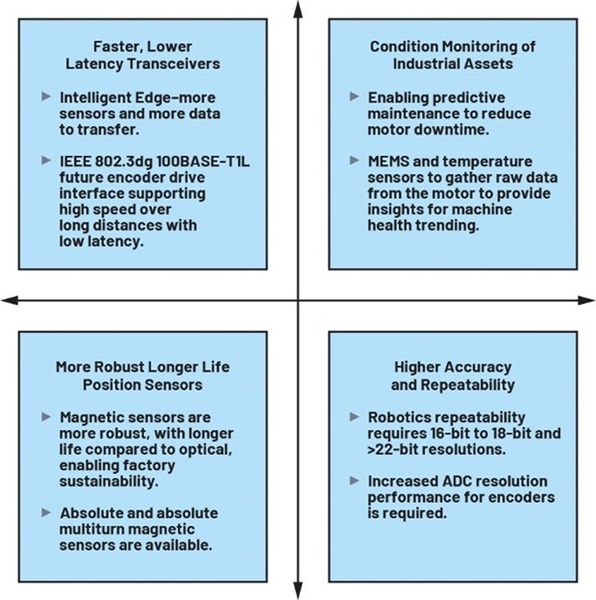
圖五 : 編碼器發展趨勢和實現這些趨勢的技術
Rockwell關於伺服驅動器、編碼器和編碼器通訊連接埠的研究顯示,用於回饋通訊的收發器每年成長20%。支援透過兩條線(IEEE 802.3dg標準100BASE-T1L)1進行100 Mbps通訊的單對乙太網路(SPE)收發器目前則正在研究中,未來的編碼器驅動介面將受益於低延遲,目標性能為?1.5 μs。此種低延遲將支援更快的回饋資料獲取和更短的控制迴路回應時間。
對機器人和旋轉機器(例如渦輪機、風扇、泵和馬達)進行的狀態監測會記錄與機器的健康和性能相關的即時資料,以便針對性地進行預測維護和優化控制。在機器生命週期的早期進行針對性的預測維護,可以減少生產停機的風險,進而提高可靠性、明顯節約成本和提高工廠的生產率。
將MEMS加速度計放置在編碼器中可提供機器的振動回饋,這適合品質控制非常重要的應用。而將MEMS加速度計增加到編碼器中會很方便,因為編碼器具有現成的佈線、通訊和電源,可以向控制器提供振動回饋。在數控(CNC)機床等應用中,從編碼器發送到伺服器的MEMS振動資料可用於即時優化系統性能。
使用CbM並結合穩健且壽命更長的位置感測器,可以延長工業資產的使用壽命。磁感測器產生指示周圍磁場角位置的類比輸出,可以取代光學編碼器。磁編碼器可用於濕度較高、污垢嚴重和灰塵較大的區域。這些惡劣的環境會影響光學解決方案的性能和使用壽命。
對於機器人和其他應用,必須始終清楚機械系統的位置,哪怕在斷電的情況下也要明確知曉。標準機器人、協作機器人和其他自動化裝配設備在運行過程中突然斷電後,需要重新歸位元並初始化電源,這些停機時間會帶來一定的相關成本並導致效率低下。由ADI開發的磁性多圈記憶體不需要外部電源,也能夠記錄外部磁場的旋轉次數,因而可以縮減系統尺寸並降低成本。
對於機器人和協作機器人,馬達編碼器和關節編碼器通常需要16位元至18位元ADC性能,在某些情況下需要22位元ADC。有些光學絕對位置編碼器也需要高達24位元解析度的高性能ADC。
馬達編碼器訊號鏈
圖六至圖九展示磁性(各向異性磁阻(AMR)和霍爾技術)、光學和旋變編碼器的編碼器訊號鏈。主要元件分為五大類:
1. 使用磁感測器(AMR、霍爾)追蹤軸位置和速度
2. 設備健康狀況監測:(a)MEMS感測器;(b)溫度感測器
3. 智能:(a)具有/不具有整合ADC的微控制器;(b)旋變數位轉換器(RDC)
4. 電纜介面:(a)高速RS-485/RS-422收發器;(b)SPI轉RS-485擴展器收發器
5. 訊號處理:(a)高性能ADC(12位元至24位元解析度);(b)磁編碼器(AMR)
感測
在磁位置感測器應用領域,AMR感測器兼具穩定可靠的性能和高精度,感測器通常位於安裝在馬達軸上的偶極磁體對面(圖六)。
圖六 : AMR感測器系統
AMR感測器對磁場方向變化很敏感,而霍爾技術對磁場強度很敏感。所以感測器對系統中的氣隙和機械公差變化具有很強的容忍度。此外,AMR感測器的工作磁場沒有上限,因此,此種感測器在高磁場下工作時幾乎不受雜散磁場的影響。
ADA4571 為一款低延遲整合訊號處理功能的AMR感測器,提供單端類比輸出,此單晶片解決方案提供良好的角度精度(典型角度誤差僅為0.10度),工作速度可高達50k rpm。ADA4571-2是雙通道版本,可提供完全備用能力而不影響性能,適合安全關鍵型應用。
ADA457x系列提供的高角度精度和可重複性改善閉迴路控制,降低馬達扭矩漣波和雜訊。相較於競爭技術,單晶片架構提高可靠性,減少尺寸和重量,並且更易於整合。
訊號處理和電源
AD7380 4 MSPS雙通道同步採樣、16位元SAR ADC具有許多系統級優勢,包括節省空間的3 mm × 3 mm封裝,適用於空間受限的編碼器PCB板。4 MSPS吞吐速率確保擷取到正弦和餘弦週期的詳細資訊,以及最新的編碼器位置資訊。高吞吐速率支援進行晶片內過採樣,進而縮短數位ASIC或微控制器將準確的編碼器位置回饋給馬達時的時間延遲。
AD7380晶片內過採樣可以額外增加2位元解析度,進而與晶片內解析度增強功能輕鬆配合使用。AD7380 ADC的VCC和VDRIVE以及放大器驅動器的電源軌可以由LDO穩壓器供電。ADP320、LT3023和 LT3029 等多路輸出低雜訊LDO可用來為訊號鏈中的所有元件供電。
收發器
ADM3066E RS-485收發器具備超低的發送器和接收器偏斜性能,所以非常適合用於傳輸精密時鐘,EnDat 2.2 4等馬達控制標準通常要求精密時脈。事實證明,ADM3065E在馬達控制應用中採用典型電纜長度的確定性抖動小於5%。ADM3065E具有較寬的電源電壓範圍,因此此種時序性能水準也可用於需要3.3 V或5 V收發器電源的應用。
微控制器
對於需要12位元或更低解析度的應用,可以用整合ADC的微控制器來代替AD7380 ADC。小巧的MAX32672超低功耗Arm Cortex-M4F微控制器,包含一個12位元1 MSPS ADC,具有增強的安全性、周邊和電源管理介面。
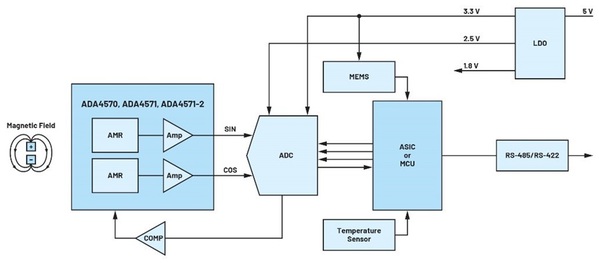
圖七 : 磁編碼器(AMR)訊號鏈
資產狀況監控
ADXL371為一款超低功耗、3軸、數位輸出、±200g微機電系統(MEMS)加速度計,適用於機器監控。ADXL371性價比高,採用小型3 mm × 3 mm封裝,工作溫度高達+105°C。在即時導通模式下,ADXL371消耗1.7 μA的電流,同時能持續監測環境影響。當檢測到衝擊事件超過內部設定的閾值時,元件會切換到正常工作模式,其速度非常快以便記錄事件。
磁編碼器(霍爾)
可以使用AD22151或 AD22151G 設計霍爾編碼器。AD22151G為一款線性磁場感測器,其輸出電壓與垂直施加於封裝上表面的磁場成比例。為了設計編碼器系統,將等間距的磁體放置在旋轉馬達軸上。當旋轉軸磁體經過霍爾感測器時,感測器輸出的電壓達到峰值。使用更多磁體或感測器可以獲得更高的解析度。霍爾效應編碼器可以使用MAX32672和ADM3066E以支援有線介面。ADXL371 MEMS和ADT7320可為惡劣的編碼器環境提供狀態監測。磁編碼器(AMR)部分則提供有關這些訊號鏈元件的更多資訊。
光學編碼器
光學編碼器訊號鏈元件與磁編碼器(AMR)部分介紹的元件幾乎相同。但是,為了支援更高的編碼器解析度,建議使用 AD7760 2.5 MSPS、24位元、100 dB Σ-Δ ADC,其融合寬廣輸入頻寬、高速特性和Σ-Δ轉換技術的優勢,2.5 MSPS時訊號雜訊比(SNR)可達100 dB,因此適合高速資料擷取應用。
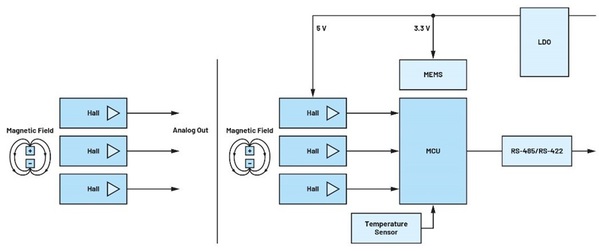
圖八 : 磁編碼器(霍爾)訊號鏈
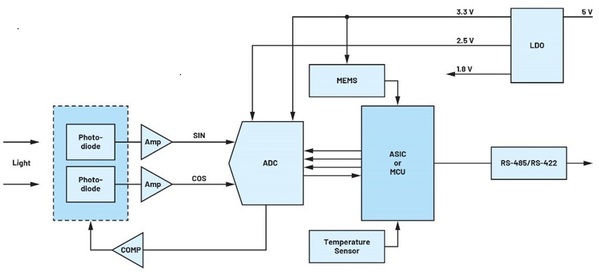
圖九 : 光學編碼器訊號鏈
旋變(耦合)編碼器
旋變編碼器具有一些優點,例如較高的機械可靠性和高精度;但相較於磁體和ADA4571,旋變器價格更為昂貴。AD2S1200 將來自旋變器的訊號轉換為數位角度或角速率。圖十顯示旋變器訊號鏈。兩個放大器用於創建三階巴特沃斯低通濾波器,以將旋變器訊號傳遞到AD2S1200。
為節省空間並降低設計複雜性,LTC4332 SPI擴展器可支援系統磁碟分割,提供了將微控制器置於伺服器中而非編碼器中的選項。如果編碼器需要微控制器,可以使用MAX32672 SPI介面直接連接AD2S1200,並且可以用ADM3065E RS-485收發器取代LTC4332。
如果使用LTC4332,AD2S1200 SPI輸出會轉換為穩健的差分現場匯流排界面。LTC4332包括三條從機選擇線,因此MEMS和溫度感測器等額外感測器可以與AD2S1200連接到同一條匯流排上。
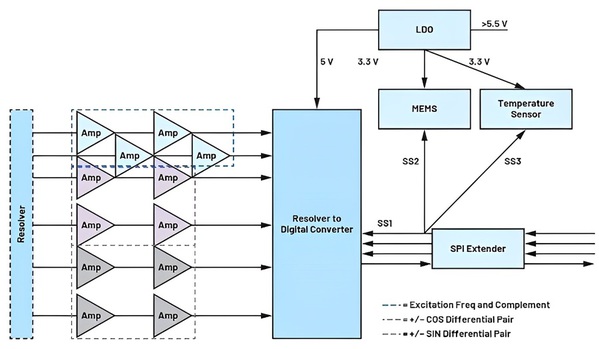
圖十 : 旋變編碼器訊號鏈
ADI協助合作夥伴設計未來工業馬達編碼器和網路。利用小巧而強大的微控制器、ADXL371 MEMS加速度計和ADT7320溫度感測器,可以輕鬆將資產健康洞察能力整合到編碼器中。相較於光學或旋變器感測解決方案,ADI先進的AMR磁感測器(如ADA4571)提高可靠性,減少尺寸和重量,並且更易於整合到編碼器中。採用AD7380或AD7760等中高階ADC可實現貼片機和機器人所需的高精度和可重複性。
轉載 CTIMES / 文章 /(本文作者Richard Anslow為ADI資深系統工程經理)
-
權衡編碼器技術的優缺點
在工業自動化設備與製程控制、機器人、醫療裝置、能源和航太等多種應用中,旋轉編碼器是動作控制回授迴路的重要元件。編碼器是將機械動作轉換為電子訊號的元件,可為工程師提供必要的資料,如位置、速度、距離和方向等。這些資料可用於最佳化整體系統的效能。
光學式、磁式和電容式是可供工程師使用的三大編碼器技術,但是要確定哪種技術最適合終端應用,還需要考量幾項因素。為協助您做出選擇,本文將簡要介紹光學式、磁式和電容式編碼器技術,以及每項技術的優缺點。
編碼器技術概覽
光學式編碼器
多年來,光學式編碼器一直是動作控制巿場的常用選擇。這些編碼器由 LED 光源 (通常是紅外線) 和光電偵測器組成,這兩個元件分別位於編碼盤的對側。編碼盤以塑膠或玻璃製成,並包含一連串交錯的透明或半透明線條或開槽。當編碼盤旋轉時,編碼盤上的交錯線條或開槽會阻斷 LED 的光線路徑,所產生的典型方波 A 和 B 正交脈衝,可用來判斷轉軸的旋轉和速度。
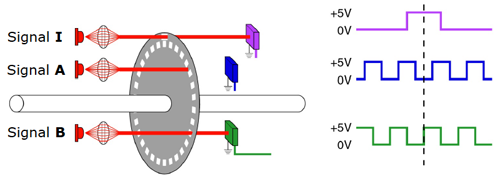
圖 1:光學式編碼器的典型 A 和 B 正交脈衝,其中包括索引脈衝
儘管光學式編碼器已得到廣泛使用,但仍有幾項缺點。在工業應用等充滿灰塵和污垢的環境中,污染物會堆積在編碼盤上,阻止 LED 光線通過並到達光學感測器。編碼盤受到污染後,將會導致方形脈衝時有時無或完全沒有,這嚴重影響光學式編碼器的穩定性和準確度。而 LED 的使用壽命也有限,最終會燒毀而造成編碼器故障。此外,玻璃或塑膠材質的編碼盤容易在振動和極端溫度下損壞,進而限制了在惡劣應用中的使用範圍,而將其組裝到馬達上可能非常耗時,這也增加了污染風險。最後,當解析度較高時,光學式編碼器會消耗高達 100 mA 的電流量,進一步影響了在行動裝置或電池供電裝置上的應用。
磁式編碼器
磁式編碼器的結構類似於光學式編碼器,只不過是使用磁場,而不是光束。磁式編碼器使用含有交錯磁極的磁化編碼盤,來代替開槽的光學轉輪,並繞著霍爾效應或磁阻感測器陣列旋轉。轉輪只要轉動,即會在這些感測器中產生響應,該響應會傳送到訊號調節前端電路,藉以判定轉軸位置。磁式編碼器的優點在於比光學式編碼器更耐用,也更耐衝擊和振動。在有灰塵、污垢和油污等污染物的環境中,光學式編碼器會受到影響,但磁式編碼器卻不會,因此非常適合惡劣的環境。
不過,磁式編碼器會極大受到電動馬達 (特別是步進馬達) 的磁性干擾影響,並會因溫度變化而發生位置偏移。此外,這些編碼器的解析度和準確度相對較低,不如光學式和電容式編碼器那麼出色。
電容式編碼器
電容式編碼器的三個主要元件是轉子、固定發射器和固定接收器。電容式感測使用數種樣式的條紋或線條,一組位於固定元件上,而另一組則位於活動元件上,形成可變式電容,並配置成發射器/接收器對。隨著轉子及其附至馬達轉軸的正弦圖樣轉動,會產生一個獨特但可預測的訊號,此訊號將由編碼器的板載 ASIC 解讀,以計算轉軸的位置和旋轉方向。
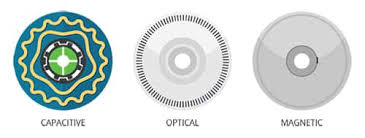
圖 2:編碼盤的比較
電容式編碼器的優點
電容式編碼器採用與數位游標卡尺相同的原理,所產生的解決方案可克服光學式編碼器和磁性編碼器的諸多缺點。CUI Devices 的 AMT 編碼器系列就實作了這種電容式技術,經證明可提供更高的穩定性和準確度。由於不需要 LED 或直視性,即使遇到影響光學式編碼器效能的環境污染物,如灰塵、污垢和油污等,電容式編碼器依然能達到預期效能。與光學式編碼器的玻璃盤相比,這些編碼器還不易受到振動、酷熱或酷寒的影響。如前所述,由於沒有 LED 燒壞的問題,電容式編碼器的使用壽命比光學式編碼器更長。而這進一步減少了封裝尺寸,並在整個解析度範圍下將電流消耗量減少到 6 至 18 mA,使其非常適合電池供電的應用。此外,在磁式編碼器中存在的電磁干擾和電氣雜訊問題,也較少出現在電容式編碼器中;因此相較於磁式編碼器更耐用,準確度和解析度也更高。
靈活性和可編程性是電容式編碼器數位特性所帶來的額外關鍵優點。由於光學式編碼器或磁式編碼器的解析度由編碼盤確定,因此每次需要其他解析度時,都必須使用新的編碼器。這會增加設計和製造過程的時間和成本。電容式編碼器具有一系列可編程的解析度,因此設計人員無需在每次需要新的解析度時都更換編碼器,這不僅能減少庫存量,還能簡化 PID 控制迴路的微調和系統最佳化。在 BLDC 換向方面,電容式編碼器可進行數位對齊和索引脈衝設定,而這對光學編碼器來說是一項重複且耗時的任務。內建的診斷能力則能讓設計人員進一步存取系統資料,以進行系統最佳化或現場故障排除。

圖 3:電容式、光學式和磁式技術的重要效能指標比較
權衡各個選項
在許多動作控制應用中,溫度、振動和環境污染物是編碼器必須應對的重要因素。與光學式或磁式技術相比,電容式編碼器經證實可以克服這些挑戰,為設計人員提供穩定、準確和靈活的解決方案。此外,電容式編碼器數位特性所帶來的可編程性和診斷能力,也使其非常適合當代的物聯網 (IoT) 和工業物聯網 (IIoT) 應用。
轉載於作者:CUI Devices 應用工程與動作控制部門副總裁 Jeff Smoot
-
PLC實戰2—詳解如何對增量型編碼器與絕對型編碼器進行區分作為自動化技術人員,工程中永遠離不開速度或距離測量原件—編碼器,很多新入行的技術人員對編碼器可能還不是很熟悉,這裡大體講一下,老司機請跳過,歡迎大家與我私信交流。
PLC實戰

常用編碼器
常用數字編碼器按照信號原理分為增量型編碼器和絕對型編碼器。

編碼器分類
一、增量型編碼器(旋轉型)
工作原理: 由一個中心有軸的光電碼盤,其上有環形通、暗的刻線,有光電發射和接收器件讀取,獲得四組正弦波信號組合成A、B、C、D,每個正弦波相差90度相位差(相對於一個周波為360度),將C、D信號反向,疊加在A、B兩相上,可增強穩定信號;另每轉輸出一個Z相脈衝以代表零位參考位。由於A、B兩相相差90度,可通過比較A相在前還是B相在前,以判別編碼器的正轉與反轉,通過零位脈衝,可獲得編碼器的零位參考位。編碼器碼盤的材料有玻璃、金屬、塑料等材質。玻璃碼盤是在玻璃上沉積很薄的刻線,其熱穩定性好,精度高,金屬碼盤直接以「通」和「不通」刻線,不易碎,但由於金屬有一定的厚度,精度就有限制,其熱穩定性就要比玻璃的差一個數量級,塑料碼盤是經濟型的,其成本低,但精度、熱穩定性、壽命均要差一些。了解一下名詞:
1、解析度:編碼器以每旋轉360度提供多少的通或暗刻線稱為解析度,也稱解析分度、或直接稱多少線,一般在每轉分度5~10000線。一般我們用1024和2048這兩種解析度的碼盤,解析度在碼盤名牌上有標註。
2、信號輸出:信號輸出有正弦波(電流或電壓),方波(TTL、HTL),集電極開路(PNP、NPN),推拉式多種形式,其中TTL為長線差分驅動(對稱A,A-;B,B-;Z,Z-),HTL也稱推拉式、推挽式輸出,編碼器的信號接收設備接口應與編碼器對應。
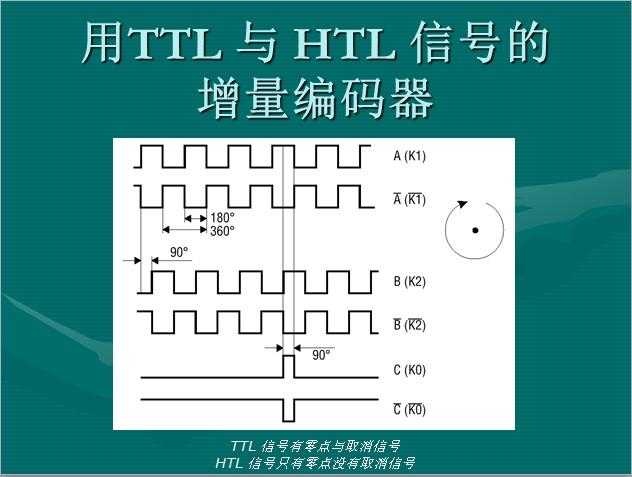
TTL與HTL信號的增量編碼器
信號連接—編碼器的脈衝信號一般連接計數器、PLC、計算機,PLC和計算機連接的模塊有低速模塊與高速模塊之分,開關頻率有低有高。如單相聯接,用於單方向計數,單方向測速。
A.B兩相聯接,用於正反向計數、判斷正反向和測速。
A、B、Z三相聯接,用於帶參考位修正的位置測量。
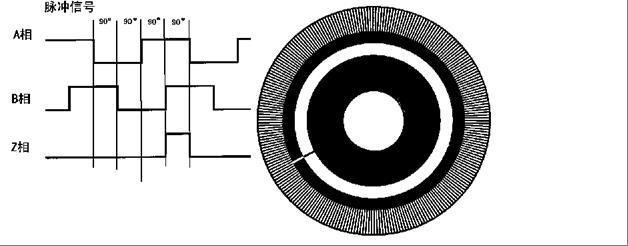
編碼器原理
A、A-,B、B-,Z、Z-連接,由於帶有對稱負信號的連接,電流對於電纜貢獻的電磁場為0,衰減最小,抗干擾最佳,可傳輸較遠的距離。對於TTL的帶有對稱負信號輸出的編碼器,信號傳輸距離可達150米。對於HTL的帶有對稱負信號輸出的編碼器,信號傳輸距離可達300米。
二、絕對型編碼器(旋轉型)
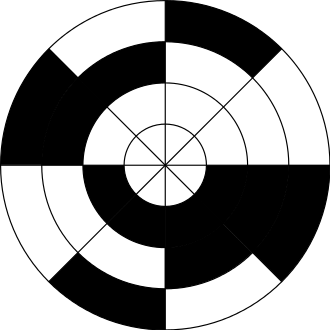
工作原理:絕對編碼器光碼盤上有許多道光通道刻線,每道刻線依次以2線、4線、8線、16 線……編排,這樣,在編碼器的每一個位置,通過讀取每道刻線的通、暗,獲得一組從2的零次方到2的n-1次方的唯一的2進位編碼(格雷碼),這就稱為n位絕對編碼器。這樣的編碼器是由光電碼盤的機械位置決定的,它不受停電、干擾的影響。由於絕對編碼器由機械位置決定的每個位置是唯一的,它無需記憶,無需找參考點,而且不用一直計數,什麼時候需要知道位置,什麼時候就去讀取它的位置。這樣,編碼器的抗干擾特性、數據的可靠性大大提高了,絕對值編碼器分為單圈絕對值編碼器和多圈絕對值編碼器。
旋轉單圈絕對值編碼器,以轉動中測量光電碼盤各道刻線,以獲取唯一的編碼,當轉動超過360度時,編碼又回到原點,這樣就不符合絕對編碼唯一的原則,這樣的編碼只能用於旋轉範圍360度以內的測量,稱為單圈絕對值編碼器。如果要測量旋轉超過360度範圍,就要用到多圈絕對值編碼器。編碼器生產廠家運用鐘錶齒輪機械的原理,當中心碼盤旋轉時,通過齒輪傳動另一組碼盤(或多組齒輪,多組碼盤),在單圈編碼的基礎上再增加圈數的編碼,以擴大編碼器的測量範圍,這樣的絕對編碼器就稱為多圈式絕對編碼器,它同樣是由機械位置確定編碼,每個位置編碼唯一不重複,而無需記憶。多圈編碼器另一個優點是由於測量範圍大,實際使用往往富裕較多, 這樣在安裝時不必要費勁找零, 將某一中間位置作為起始點就可以了,而大大簡化了安裝調試難度。
三、兩種編碼器的優缺點:
增量式旋轉編碼器通過內部兩個光敏接受管轉化其角度碼盤的時序和相位關係,得到其角度碼盤角度位移量增加(正方向)或減少(負方向)。在接合數字電路特別是單片機後,增量式旋轉編碼器在角度測量和角速度測量較絕對式旋轉編碼器更具有廉價和簡易的優勢。但增量式編碼器存在零點累計誤差,抗干擾較差,接收設備的停機需斷電記憶,開機應找零或參考位等問題,這些問題如選用絕對型編碼器可以解決。增量型編碼器的一般應用: 測速,測轉動方向,測移動角度、距離(相對)。
轉載原文網址:https://kknews.cc/news/3zvxe6a.html
-
增量型 絕對型 有何差異?最基本的判別方式,就是當電源關閉時,是否能保持當前的位置資訊,
而馬達的位置資訊靠的是編碼器,所以造成這個差異的根本原因就是編碼器。
下面我們用圖來說明
增量型DD馬達 - 增量型編碼器(Incremental Encoder)
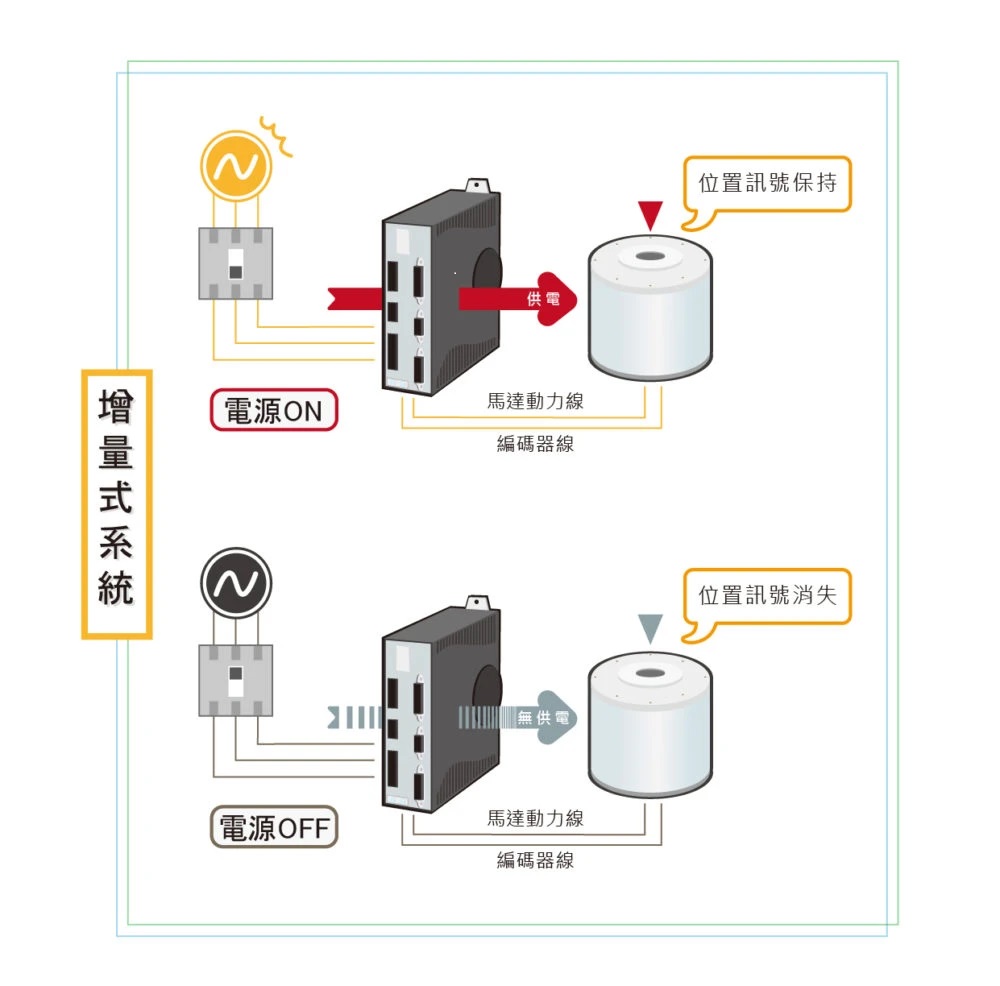
增量型編碼器會在有電的情況保持位置資訊,但一但電源關閉,位置資訊便會消失。
絕對型DD馬達 - 絕對型編碼器(Absolute Encoder)
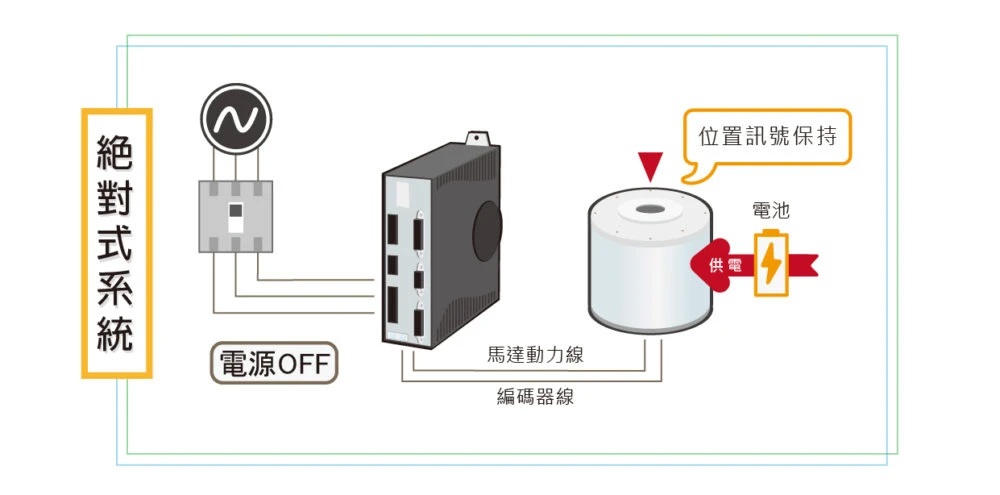
-
HEIDENHAIN / SUMTAK 編碼器產品型號大全HEIDENHAIN / SUMTAK / 型號大全[ PDF檔 ]
-
編碼器正反轉輸出信號原理編碼器原理
馬達編碼器的 功能主 要是得知馬達旋轉的位置或馬達轉動的速度。編碼器又分為絕對型編碼器 與增量型編碼器,絕對型編碼器是使用硬體機械或二進制、格雷編碼的方式,一個 位置就對 應一個數值,透過這些方式可以得知馬達轉動的準確角度 (下圖左);另一種為增量式編 碼器, 是將馬達移動的位置轉換成週期性的信號,再把這個信號轉變成計數脈 衝,用脈衝 的個數表示位移的大小(下圖右)。
絕對型編碼器:

增量型編碼器:

我使用的是增量型光學式編碼器,他有兩隻主要的信號 輸出腳, 分別為AB腳位,兩隻腳位都是輸出脈波 信號, 但比較不一樣的地方是,AB腳的相位會 相差 90度。
如下圖所 示, 當相位A領先相位B時,會接收到AB相位傳 出 00、10、 11、01的 訊號,根據這個順序可以得知馬達此時是正轉,而位置 計數器就 會上數,反之,當相位A落後相位B,則馬達視為反轉,位置計數器就會下數。

-
工業編碼器術語大全■脈衝(PPR) 方形波,也叫矩形波。
■輸出脈衝數/轉(PPR) 旋 轉編碼器轉一圈所輸出的脈衝數發,對於光學式旋轉編碼器,通常與旋轉 編碼器內部的光柵的槽數相同(也可在電路上使輸出脈衝數增加到槽數的 2倍4倍)。
■分辨率 分辨率表示旋轉編碼器的主軸旋轉一周,讀出 位置數據的最大等分數。絕對值型不以脈衝形式輸出,而以代碼形式表示 當前主軸位置(角度)。與增量型不同,相當於增量型的「輸出脈衝/ 轉」?。
■光柵 光學式旋轉編碼器,其光柵有金屬和玻璃兩種。如 是金屬製的,開有通光孔槽;如是玻璃制的,是在玻璃表面塗了一層遮光 膜,在此上面沒有透明線條(槽)。槽數少的場合,可在金屬圓盤上用沖 床加工或腐蝕法開槽。在耐衝擊型編碼器上使用了金屬的光柵,它與金屬 製的光柵相比不耐衝擊,因此在使用上請注意,不要將衝擊直接施加於編 碼器上。
■最大響應頻率(kHz) 是在1秒內能響應的最大脈衝數 (例:最大響應頻率為2KHz,即1秒內可響應2000個脈衝) 公式如下: 最大響應轉速(rpm)/60×(脈衝數/轉)=輸出頻率Hz
■最大響應 轉速(r/min) 是可響應的最高轉速,在此轉速下發生的脈衝可響應公式 如下: 最大響應頻率(Hz)/(脈衝數/轉)×60=軸的轉速rpm
■ 時針方向 從編碼器軸頭方向與時針轉向相同的旋轉方向。(CW)順時針 (CCW)逆時針
■輸出波形 輸出脈衝(信號)的波形。
■輸出信號相位差 二相輸出時,二個輸出脈衝波形的相對的的時間 差。
■電源電壓 給編碼器提供正常工作的電壓值。
■輸出 電壓 指輸出脈衝的電壓。輸出電壓會因輸出電流的變化而有所 變化。各系列的輸出電壓請參照輸出電流特性圖
■輸出電阻(Ω) 互補輸出等輸出電路的內部阻抗
■最小負載阻抗(Ω) 互補輸出等 輸出電路中所允許的最小負載阻抗。
■上升下降時間(uS) 脈衝從 幅度10%處上升到幅度90%的時間 脈衝從幅度90%處下降到幅度10%的時間
■絕緣阻抗(MΩ) 編碼器的所有外露線與殼體之間的阻抗值。
■旁路電容器、分流電容器 在旋轉編碼器的電路0V和編碼器的主體 間所加的電容器
■近似正弦波 為了內插及在低速範圍內的穩定,所 提供的類似正弦波狀的模擬信號,也稱准正弦波。
■振幅(V) 近似 正弦波輸出的兩振幅平均值
■偏壓(V) 近似正弦波輸出的信號的 直流份量
■脈衝擺動(V) 近似正弦波輸出的振幅的變化量。
■ 極點頻率(kHz) 在近似正弦波輸出時,輸出振幅為3dB阻尼的頻率。
■內插法 內插分割,利用近似正弦波把每一週期模擬性的分割方法
■UVW信號 電機無電刷化的相位差120的3路信號(電角度)
■ 軸承壽命(h) 軸承壽命與輸入旋轉數軸負載成反比,軸向負載是軸向加 負載,兩種負載都是在軸旋轉時所允許的動力負載
■軸向串動 (mm) 是指從安裝編碼後的狀態開始,電機軸等的前後變動量。
■ 徑向跳動(mm) 指電機等的偏差量(偏心量的2倍)
■端面跳動(mm) 固定軸,使法蘭盤面轉動時,電機等法蘭盤面的端面擺動量。
■TIR 使用度盤式指示器(千分表)等測定器時所指示的全寬(度)讀數。
■起動轉矩(N.m) 使處於靜止狀態的編碼器軸旋轉必要的力矩。一般 情況下運轉中的力矩要比起動力矩小。
■允許角加速度(rad/s2) 加速度的角度表現,是單位時間內的角度(rad)的增長量
■軸允許 負荷(N) 表示可加在軸上的最大負荷,有徑向和軸向負荷兩種。徑向負 荷對於軸來說,是垂直方向的,受力與偏心偏角等有關;軸向負荷對軸來 說,是水平方向的,受力與推拉軸的力有關。這兩個力的大小影響軸的機 械壽命
■軸慣性力矩(kg.m2) 該值表示旋轉軸的慣量和對轉速變化 的阻力
■轉速(rpm) 該速度指示編碼器的機械載荷限制。如果超出 該限制,將對軸承使用壽命產生負面影響,另外信號也可能中斷。
■ 格雷碼(Gray) 格雷碼是高級數據,因為是單元距離和循環碼,所以很安 全。每步只有一位變化。數據處理時,格雷碼須轉化成二進制碼。
■ 消耗電流(mA) 提供給編碼器標準規定電源電壓下測得的編碼器最大工 作電流
■允許注入電流(mA) 電壓輸出,集電極開路輸出等輸出電路 允許流入編碼器的電流值
■工作溫度(℃) 滿足參數的環境溫 度,表示外部溫度及安裝部分(法蘭盤軸)溫度
■貯存溫度(℃) 不能引起旋轉編碼器功能變壞的環境溫度(不通電)
■耐衝擊 (m/s2) 型式評價試驗時,進行右面的衝擊試驗,並開始合格時,表示 其加速度。 條件:衝擊波形正弦半波 衝擊方向XYZ方向 衝擊次數各方向2次,(計6次)
■耐振動(m/s2) 型 式評價試驗時,進行右面的衝擊試驗,並開始合格時,表示其加速度。 條件:振動10Hz-200Hz 掃瞄週期10分 振動方向XYZ方向 振動時間各方向2小時(計6小時)
■準確度: 輸出脈衝數累加得到的回轉角與理論回轉角之差
■週期誤差: 輸出脈衝數週期與理論脈衝數週期之差
■ 相鄰週期誤差: 相鄰沖數週期之差
■輸出碼制包括: 自然 二進制碼自然二進制碼 格雷碼循環二進制碼 余格雷碼??適用於 一轉的分度數不是2的乘方的循環二進制碼。 BCD碼 二-十進制符 號:把十進制符號的各行都單獨的變換為二進制符號的符號
■正邏輯 符號1為高電平 0為低電平
■負邏輯 符號0為高電平 1為低電平
■傳送距離 脈衝信號的傳送距離關係到以下因素, 頻率、輸出電 路、輸入電路、傳輸線、發送頻率
-
絕對值編碼器
(1) 單相迴轉和多次迴轉 的區別是什麼? 單相迴轉是:把編碼器的軸的一 次迴轉範圍進行分割,迴轉1週後可顯示最初的數據,因此共迴轉了幾次 無法判斷。
多 次迴轉是:編碼器的軸的迴轉數進行計數,並且在停電的情況下,也具有 對編碼器的軸的迴轉進行計數的功能。
(2)進法輸出 (binary)時,什麼情況下可讀取數據? 上只限定於絕對值編碼器,讀取 數據有兩種方式:在輸出信號高低轉換時進行讀取的是靜法和在某一定的 時間裡讀取數據的是動法。
從檢出精度的角度來看,採用靜的方法更加精準,但如 果採用動的方法可縮短讀取周期並也可達到與靜法同樣精準的程度。
(3)多次迴轉式絕對值編碼器, 在停電時,其迴轉的數據是否能追加? 在說明書裡記載的最高迴轉數以 下的情況下,停電時數據也可追加。
(4) 怎樣重新設 定絕對值編碼器的數據? 單相迴轉式是無法重新設定數據 的。
但可將接 受信號器中的,可將任意數據設定為0,則其效果與重新設定一樣。
多次迴轉式的 迴轉次數數據,可以輸入重設信號進行重新設定。
雙方向通信型號(本公司的 ASE,ASF)等,還可事先進行數據設定。
(5) 編碼器在讀 取數據時出??現錯誤的原因是什麼? 有配線錯誤的可能。
若是上定期的發生,則 可能是受噪波的影響,此時建議採用多次讀取方式。
-
編碼器安裝使用注意事項一、機械方面
(1) 實心軸 類:
1.1編碼器軸與用戶 端輸出軸之間應採用彈性軟連接,以避免因用戶軸的串動、跳動,造成編 碼器軸系和碼盤的損壞。
1.2安裝時應注意允許的軸負載,不得超過極限負載。
1.3應保證編碼器軸與用戶輸出軸的不 同軸度<0.20mm,與軸線的偏角<1.5°。
1.4安裝時嚴禁敲擊和摔打碰撞,以免 損壞軸系和碼盤。
(2) 空心軸類:
2.1要避免與 編碼器鋼性接觸,應採用板彈簧。
2.2安裝時請注意允許的軸負載,編碼器應輕輕推入被套軸,嚴 禁用錐敲擊,以免損壞軸和碼盤。
2.3安裝軸必須滿足以下要求: 軸向串動<0.5mm 徑向跳動< 0.1mm 端面跳動<0.1mm。2.4長期使用時,請檢查板彈簧對編碼器是否 鬆動;固定編碼器的螺釘是否鬆動。
二、 電器方面
(1)請不要將編碼器的輸出線與動力線等繞在一起或者同一管 道傳輸,也不宜在配電盤附近使用。
(2)配線時應採用屏蔽電纜。
(3)開機前應仔細檢查,接線是否正 確。
(4)長距離傳輸 時,應考慮信號衰減因素,選用輸出阻抗低,抗干擾能力強的輸出方式。
(5)注意不要超過編碼器 的極限轉速,如超過極限轉速時,電信號可能會丟失。
三、 環境方面
(1)因為編碼器是精密儀器,使用時 應注意周圍有無震源。
(2)不是防漏結構的編碼器不要濺上水、油等,必要時加上防護罩。
(3)請注意環境溫度、濕 度是否在儀器使用要求範圍。
-
增量型編碼器
(1) 有確認增 量型(Incremental)編碼器脈衝是否洩漏的方法嗎? 從原點位置到下一個原點位置之 間的脈衝進行計數,從而可確認脈衝是否洩漏。
另外以編碼器的迴轉速度,也可對脈 衝的幅度進行測定,確定脈衝是否洩漏。
(2) 增量型 (Incremental)編碼器的計數錯誤的原因是什麼? 產生計數錯誤可能有以下幾種可 能。
首先,編 碼器的軸與驅動之間產生空轉而產生計數錯誤。
這時將會產生上定期的大量計數錯 誤。
其次,由 於噪波等的影響也會產生計數錯誤。
這也是上定期的,但若只有少量的技數錯 誤,可認為是受噪波的影響。
(3) 只 憑編碼器可決定原點的位置嗎?
Z信號在什麼情況下輸出如果增量型(Incremental)編碼器帶有Z 信號的情況下,原點位置可決定
為了使編碼器的計數位置與原點位置相吻合,在決定原點位置時 請根據A,B,Z信號的理論來進行。 例:絕對值(absolute)編碼器 能在任意地方設定原點
-
編碼器測量精度



-
旋轉編碼器測量標準原理



-
編碼器使用環境

-
編碼器結線注意事項

-
編碼器機械設計類型和安裝


-
IRH / IRT3 編碼器安裝

-
IRH5 編碼器安裝

-
IRM3 編碼器安裝

-
編碼器用語說明 1
用 語 單 位 解 說 脈衝(近似矩形波) _ 方波。 也稱為矩形波。

輸出脈衝數 P/R 當旋轉編碼器旋轉一圈時輸出
要進行的脈衝週期數。
在SH型傳感器中,當狹縫盤旋轉一次時,從傳感器輸出的脈衝週期數。

90‧相位差2信號 _ 電角度為90度的兩個信號。

波形比(佔空比) % 當一個週期的波形取為100%時,“H”
水平或1“L”水平比。

上升時間(tr)
下降時間(tf)ns
(μs)10~90%的輸出脈衝。

響應頻率 Hz 在輸入脈衝中,波形比,相位滿足規格的頻率。 參考振盪器 _ 那些產生用作測量時間的參考的脈衝。 時鐘? _ 以恆定間隔產生的脈衝序列給出時間參考。 定期操作 _ 計算脈衝週期併計算。 取樣時間 s 測量輸入脈衝的時間。 取樣脈衝 _ 要測量的輸入脈衝“。 微處理器 _ 單元配置使用微處理器。 存儲方式 _ 一種暫時存儲先前數據並在數據轉換時顯示它的方法。 (也稱為鎖存器)。 暫停時間 _ 從信號測量時間到下一次信號測量的時間。 零抑制 _ 在顯示的數值中不顯示不必要的零。 
BCD碼 _ Binary Coded Decimal 2進制編碼10進制代碼。
通過將10進制代碼的每個數字單獨轉換為2進制代碼而獲得的代碼。

正邏輯輸出(有效高) _ 共接點為高電壓。 負邏輯輸出(激活低) _ 共接點為低電壓。
-
編碼器用語說明 2
用 語 單 位 解 說 電壓輸出 _ 輸出具有接地發射極的晶體管集電極的電路。

電流輸出 _ 它直接輸出晶體管的集電極。

互補輸出
(推拉)_ 具有射極跟隨器的恆壓輸出的輸出電路。
高速響應,遠距離傳輸成為可能。

允許流入電流
(吸入電流)mA 關於開路集電極等輸出電路
流入轉速表側的電流允許值。

允許電壓
(施加電壓)V 在開路集電極等輸出電路中,向轉速計側施加的電壓的容許值。 飽和電壓 V 輸出電路晶體管飽和時,集電極與發射極之間的電壓。 讀取信號
(抑制信號)_ 輸出信號通知外部數據的切換狀態。 分周 _ 與輸入信號的頻率的1 / n(n為整數)同步的信號。

倍周 _ 與n次同步的信號(n為整數)輸入信號的頻率。

一次輸出 _ 信號輸出一定時間(b)達到一定的設定值。

保持輸出 _ 只要在設定了某個設定值時輸出的信號沒有來自外部的指令
信號繼續輸出。

無電壓 _ 無電壓接觸。 孤立 _ 絕緣內外隔離。 輸入電阻
(輸入阻抗)kΩ 在運行狀態下從轉速表等設備的輸入端看設備端時的電阻值。
輸入電阻通常用並聯連接的電阻和數值來表示。輸出電阻
(輸出阻抗)kΩ 輸出電路內部電阻如SH型傳感器。
-
編碼器用語說明 3
用 語 單 位 解 說 滿量程(fs) _ 規格指定頻率的最大值。 線性精度 ±% 精度從滿量程的1/10到滿量程值。 
響應時間 ms 時間(t’)從曲線的10%到90%,直到達到滿量程值。 旋轉編碼器
(增量式)_ 輸出脈衝串或正弦波的周期性序列的類型的檢測器。 該位置是通過積分脈衝序列獲得的。 絕對式編碼器 _ 通過二進制碼或格雷碼作為絕對位置的值輸出機械位移量的系統的檢測器。 檢測器電源電壓 V 它被提供給旋轉編碼器和SH檢測器
電源電壓。

檢測器供給電流 mA 向低端編碼器或SH檢測器供電
應用時,流向編碼器和SH檢測器
該電流。

評價malachi功能 _ 通過設備上的速率設置開關,可以將輸入脈衝修正為0.001~至99.999%
修正值竹設置信念(%)
(輸出脈衝數) - 投入的數量 x 設定值%/100
(例)對10個輸入脈衝進行40%校正時的輸出脈衝數
輸出脈衝數= 10 x 10/100=4(脈衝)面板安裝 _ 那些可以通過嵌入面板來安裝的) DIN _ Deutsche Industrie Norm德國工業標準。 防爆控制器 _ 適用於存在爆炸性環境的危險場所安裝的電氣設備的防爆型結構:
還有其他的方法,如壓力防爆,安全增加 - 助推器爆炸線性輸出 _ 專用IG用於高速,長距離傳輸。 當信號為正相,負相時因為它是輸出的,所以它是抗噪聲的。 還有,斷線檢測是可能的。

線性解碼IC _ 接收由線路驅動器輸出的信號的專用IC。

自動循環計算 _ 在測量方法隨頻率變化的方法中,
通常用參考時間(0和測量脈衝數(P))計算1個脈衝頻率“1 / T = P / tj”
在參考時間內(如果不輸入北),則成為自動計算一次脈衝測量週期的方法。F / V轉換方法 _ 一種轉換成與頻率成比例的電壓值的方法。 F / I轉換方法 _ 一種轉換成與頻率成正比的當前值的方法。 串列通訊 _ 在一行上發送具有時滯的數據信號的通信系統。
-
稀釋比例器/加藥機/計量泵/定比稀釋器是如何工作的?
自 1974 年以來,Dosatron 一直是非電動比例配料泵的原創發明者。
Dosatron 技術是一種被動式容積計量泵,基於水驅動液壓馬達活塞泵,僅通過壓力和水流啟動,無需電力或任何測量裝置。
這種泵由兩個主要部件組成:被動水驅動液壓活塞和定量活塞。

How does a dosing pump work ?
液壓活塞如何工作?
馬達活塞在水壓作用下移動。閥門系統可使運動逆轉。水動活塞沿著泵體的軸線產生往復運動。
每個活塞迴圈對應泵通過的預定水量。電機的轉速與水流量成比例變化。
配料活塞是如何工作的?
定量活塞由液壓活塞驅動,以機械方式置換系統中的滯留液量。在吸氣側,體積膨脹,而在排氣側,體積收縮。因此,無論出口壓力、入口真空度或流體特性如何,每個衝程的體積都是固定的,理論上也是恒定的。
在添加劑管道的抽吸過程中,一個止回抽吸閥打開,在注入和混合階段關閉。
定量給料通過密封定量給料裝置和定量給料活塞來封閉真空。定量密封件可用作壓力閥(降低時)。
因此,計量活塞在每個迴圈中都注入固定量的添加劑,起到往復活塞的作用。
定量活塞將根據通過水力活塞的水量,按比例注入規定量的添加劑。該添加劑量可通過調節配料體的容量進行手動調節。
因此,其工作原理可確保恒定、持續的配料量與水流量成正比,不受水流量和水壓變化的影響。
添加劑是如何混合的?
將添加劑注入混合室中的每一滴驅動水中,可使定量泵在下游連續均勻地工作。
因此,定量活塞可持續注入固定量的添加劑,並起到往復式容積活塞的作用。
定量活塞將按照通過水驅動活塞的水量比例注入設定量的添加劑。該添加劑量可通過調節配料體的容量進行手動調節。
因此,該工作原理可確保恒定的定量給料,而不受流速和水壓變化的影響。添加劑的注入量與水流量成正比。
可調節配料,無需測量裝置
最大定量給料比由理論計算比得出:定量給料活塞表面除以水活塞表面。
機械調節系統允許使用者手動減少配料量,以獲得較低的劑量。這可以通過調整定量活塞的衝程長度來實現。
在操作過程中,沒有測量裝置來控制配料元件或與之互動。
因此,配料百分比只能根據上述水力行為從理論上得出。
dosatron 技術的配料範圍很廣。
計量泵工作動畫:
Dosatron 作為定量泵製造商已有近 50 年的歷史。
Dosatron 是一種無源非電動容積式比例配料泵,不帶測量裝置,由兩個容積式往復活塞組成,第一個活塞作為液壓容積式活塞,產生線性運動,第二個活塞作為容積式和比例式正排量往復配料泵。
非電動
與電動泵不同,Dosatron 計量泵僅由壓力和水流啟動。
配料精度
液壓馬達泵的恒定配料精度高,消除了任何過量配料的風險,節省了濃縮添加劑,有利於保護環境。
按比例加藥和均質溶液
其設計目的是精確注入濃縮添加劑,使其連續、均質並與進入加藥泵的水量成正比,而不受供水系統中可能出現的流量和壓力變化的影響。
運行成本低
由於採用了無電力、無伺服設計,且易於維護,因此生命週期成本非常低。
比例配料裝置通過機械結構實現了 4 種功能。
測量:用於測量水流量的液壓容積馬達、
配料:連續按比例注入液體或可溶性濃縮物、
調節:由水流控制比例、
混合:均質化集成在泵體中。